
Silnice mosty 2022, 3, 30–33
Ing. Zsolt Boros, Ing. Filip Buček, prof. Dr. Ing. Jozef Komačka
TPA Spoločnosť pre zabezpečenie kvality a inovácie, s.r.o
Hlavným motorom recyklácie vozoviek v uplynulom období bola ekonomika.
Materiál získaný z vozovky (R-materiál) je cenovo dostupný, nachádza sa priamo
na stavbe, nie je potrebné ťažiť a prepravovať prírodné kamenivo. S tým súvisia
nižšie náklady na prepravu materiálov, nižšia potreba energie na prípravu
materiálov na použitie a tiež menej emisií skleníkových plynov, čo je dôležité z environmentálneho hľadiska.
Vzhľadom na zhoršovanie stavu asfaltových vozoviek v budúcnosti má recyklácia vozoviek veľký potenciál na využitie pri obnove existujúcich ciest. Umožňuje pretransformovať tradičný princíp lineárnej ekonomiky (výstavba, používanie, likvidácia) na princípy udržateľnosti v rámci obehovej ekonomiky, kedy sa daný materiál používa viackrát, hoci pri opakovanom(ných) použití(iach) možno očakávať zníženú kvalitu materiálu.
Pri recyklácii vozoviek možno použiť rôzne technológie, ktoré sa svojimi postupmi líšia v závislosti od miesta a spôsobu spracovania R-materiálu. Recyklácia vrstiev vozovky na mieste za studena je technológia, pri ktorej sa R-materiál spracúva priamo na mieste a v rámci technologického procesu sa neohrieva. Spojivá sa pridávajú do spracúvaného R-materiálu taktiež za studena (za určitú výnimku možno považovať použitie speneného asfaltu).
Táto technológia umožňuje vytvoriť vrstvu vozovky, ktorej materiálové zloženie môže byť veľmi variabilné. R-materiál môže byť zmesou materiálov z rôznych druhov vrstiev vozovky. Podľa dominantného druhu spojiva v získanom R-materiáli môže ísť o asfaltový, zmiešaný alebo neasfaltový R-materiál [1], [2]. Do R-materiálu sa môžu použiť rôzne druhy asfaltového, hydraulického či kombinovaného spojiva, čo taktiež prispieva k širokej škále parametrov rôznych vlastností hotovej recyklovanej vrstvy. Samotný technologický proces (použité strojné zariadenia, ich výkon a účinnosť) taktiež ovplyvňuje výsledné parametre recyklovanej vrstvy.
Možná variabilita parametrov vrstvy zhotovenej recykláciou na mieste za studena bola podnetom na interný výskumný projekt v rámci koncernu STRABAG [3], ktorého riešenie zabezpečuje slovenská a česká časť koncernovej organizačnej zložky TPA. Okrem hodnotenia homogenity tuhosti recyklovanej vrstvy a tiež homogenity únosnosti celej vozovky, ktorej časť bola zhotovená technológiou recyklácie za studena na mieste, je pozornosť venovaná aj modulom pružnosti tejto vrstvy.
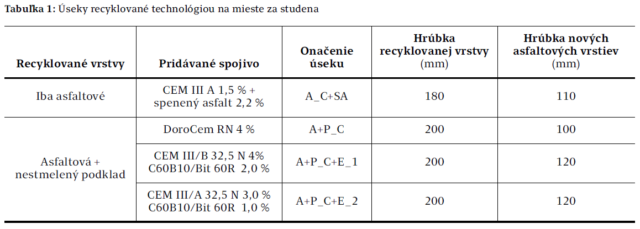
Testované úseky a ich diagnostika
Pri výbere úsekov na diagnostiku bola snaha pokryť čo najširšie spektrum možných kombinácií recyklovaných vrstiev a použitých spojív. Z analýzy zhotovených úsekov však vyplynulo, že v praxi sa uplatňujú iba niektoré kombinácie. Najbežnejší postup zahŕňa odstránenie dvoch horných asfaltových vrstiev a vytvorenie recyklovanej vrstvy premiešaním zostávajúcej hrúbky asfaltových vrstiev s podkladovými vrstvami. Do takejto zmesi sa obvykle pridáva iba cement, občas v kombinácii s asfaltovou emulziou. Podarilo sa ale nájsť aj úsek, kde bola recyklovaná vrstva vytvorená iba z asfaltových zmesí. Charakteristiky jednotlivých diagnostikovaných úsekov sú v tabuľke 1. Všetky úseky boli zhotovené v roku 2021.
Parametre vozoviek a vrstiev zhotovených recykláciou na mieste za studena boli diagnostikované deflektometrom FWD KUAB. Merania boli vykonané v jednom jazdnom pruhu a v stope pravého kolesa prechádzajúcich vozidiel. V každom bode boli zaznamenávané štandardné údaje (maximálna hodnota zaťažovacej sily a priehybov vo vzdialenostiach 0, 300, 450, 600, 900, 1 200 a 1 500 mm od osi zaťaženia (stredu zaťažovacej dosky deflektometra) a tiež časová zmena týchto údajov počas trvania zaťažovacieho impulzu (tzv. time history)).
Základným parametrom hodnotenia vrstvy zhotovenej recykláciou za studena na mieste bol index BCI (Base Curvature Index – index krivosti podkladu) počítaný zo vzťahu
BCI = d450 – d1200, (1)
kde d450 a d1200 sú maximálne priehyby povrchu vozovky namerané deflektometrom FWD vo vzdialenosti 450 mm a 1 200 mm od stredu zaťažovacej dosky. Výber tohto parametra vychádza zo súčasných poznatkov o hodnotení únosnosti vozoviek a vplyve jednotlivých častí vozovky na hodnoty priehybov v rôznych vzdialenostiach od pôsobiaceho zaťaženia.
Homogenita a tuhosť zhotovenej vrstvy
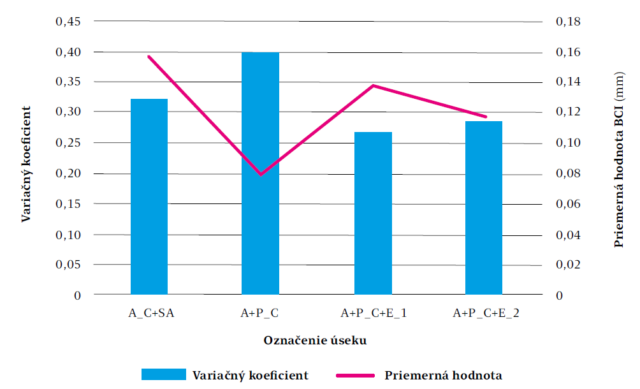
Vypočítané hodnoty indexu BCI dávajú predstavu o homogenite zhotovenej vrstvy v rámci dĺžky úseku z hľadiska jej tuhosti (modulu). Vzťah medzi hodnotou indexu BCI a tuhosťou vrstvy je nepriamy, čo znamená, že čím je väčšia hodnota indexu BCI, tým má vrstva menšiu tuhosť. Z obrázka 1 je zrejmé, že na všetkých diagnostikovaných úsekoch (hranice úsekov sú vyznačené v obrázku 1 zvislými modrými čiarami) sa hodnoty indexu BCI pomerne významne menia. Pri posúdení homogenity na základe variačného koeficienta (obrázok 2) možno konštatovať, že na dvoch úsekoch sú jeho hodnoty väčšie ako obvykle používaná limitná hodnota 0,30, čo znamená, že tieto úseky nemožno považovať za jednu homogénnu sekciu. Na dvoch zostávajúcich úsekoch sa hodnota variačného koeficienta tiež blíži k limitnej hodnote.
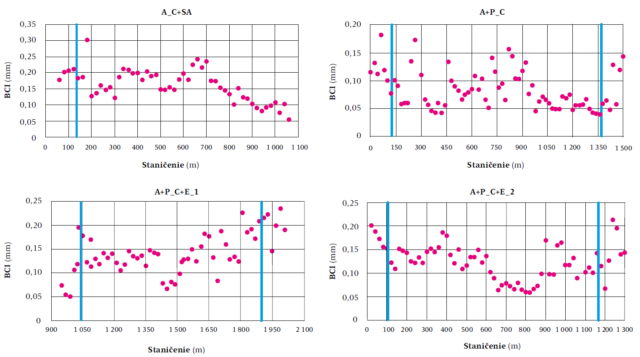
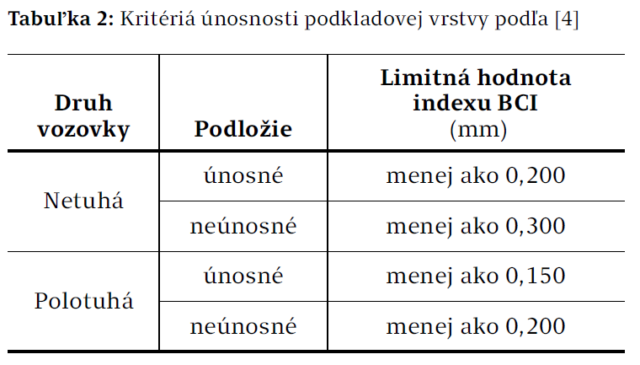
Hodnoty indexu BCI možno tiež použiť na orientačné hodnotenie jej únosnosti. Vychádzať možno z klasifikačných stupníc uvedených v [4]. Z nich vyplývajúce kritéria pre vyhovujúcu únosnosť podkladovej vrstvy sú v tabuľke 2. Aj keď v troch prípadoch bolo k cementu pridávané asfaltové spojivo, možno hotovú vrstvu považovať za spevnenú hydraulickým spojivom a použiť kritériá pre polotuhú vozovku. Limitnej hodnote 0,150 mm nevyhovuje v celej dĺžke ani jeden z úsekov. Na každom sa vyskytuje niekoľko bodov, alebo súvislých úsekov, kde je hodnota indexu BCI väčšia ako 0,15 mm. Pri analýze únosnosti podložia na základe hodnôt priehybov nameraných FWD KUAB vo vzdialenosti 1 500 mm od stredu zaťažovacej dosky bolo zistené, že podľa kritérií definovaných v [4] majú podložie nevyhovujúce z hľadiska únosnosti časti zhotovených úsekov A_C+SA (340m až 480 m a 580 m až 700 m) a A+P_C+E_1 (1 190 m až 1 330 m a 1 810 m až 1 910 m). Pre tieto sekcie platí limitná hodnota indexu BCI 0,200 mm. V niekoľkých bodoch v úsekoch s neúnosným podloží je hodnota BCI väčšia ako definované kritérium únosnosti podkladovej vrstvy.
Hodnotenie únosnosti podkladovej vrstvy na základe indexu BCI je orientačné, pretože jeho hodnotu v danom bode ovplyvňuje viacero faktorov nezahrnutých do členiacich kritérií v [4]. Jedným z nich je hrúbka asfaltových vrstiev a hrúbka podkladovej vrstvy. Praktické skúsenosti s technológiou recyklácie na mieste za studena dovoľujú predpoklad, že hrúbka vrstvy zhotovenej týmto technologickým postupom nemusí byť vo všetkých bodoch rovnaká. Aj pri zhotovovaní asfaltových vrstiev je zaznamenávaná určitá premenlivosť ich hrúbky. Táto variabilita hrúbok má dopad na priehyby merané v jednotlivých vzdialenostiach od zaťaženia. Keďže sa z priehybov počítajú rôzne hodnotiace indexy, rozdielnosť hrúbok vrstiev vozovky v diagnostikovaných bodoch má vplyv aj na variabilitu hodnôt týchto indexov. Na to treba prihliadať aj pri posudzovaní zistenej variability indexu BCI. Nemožno však tým vysvetľovať výrazné zmeny v hodnotách indexu BCI v rámci hodnoteného úseku. Tie sú skôr výsledkom rozdielnej tuhosti zhotovenej vrstvy štandardne reprezentovanej modulom pružnosti.
Moduly pružnosti vrstvy zhotovenej recykláciou za studena na mieste boli stanovené postupom nazývaným „spätný výpočet“. Jeho princípom je vytvorenie modelu vozovky reprezentujúceho jej skutočné zloženie a hľadanie kombinácie modulov pružnosti vrstiev modelu vozovky, pri ktorých sa teoreticky vypočítaná priehybová krivka povrchu modelu vozovky spôsobená zaťažením zhodujúcim sa so zaťažením pri diagnostike vozovky bude približne zhodovať s nameranou priehybovou krivkou. Moduly pružnosti vrstiev modelu vozovky zabezpečujúce splnenie definovaných kritérií zhody vypočítanej a nameranej priehybovej krivky sú potom považované za moduly pružnosti príslušných skutočných vrstiev vozovky.
Vozovky jednotlivých úsekov boli transformované do modelu s dvomi vrstvami konečnej hrúbky na polpriestore, ktorý modeloval podložie vozovky. Asfaltové vrstvy tvorili hornú vrstvu modelu vozovky, podkladová vrstva vytvorená recykláciou zodpovedala druhej vrstve modelu vozovky. Vrstvy vozovky, ktoré boli pod úrovňou recyklácie, a podložie existujúcej vozovky boli v modeli vozovky zahrnuté do polpriestoru pod oboma vrstvami. Priemerné hodnoty modulov pružnosti podkladovej vrstvy získané spätným výpočtom (obrázok 3) sú rozdielne. Najväčšie hodnoty boli stanovené pre úpravu s použitím kombinovaného spojiva z cementu a asfaltovej emulzie. Rozdiel hodnôt týchto dvoch úsekov korešponduje s rozdielnym dávkovaním cementu. Nižšie dávkovanie cementu na úseku A_C+SA o cca 2 % pri porovnateľnom dávkovaní asfaltového spojiva sa prejavilo nižšou hodnotou modulu pružnosti podkladovej vrstvy. Najnižšia priemerná hodnota modulu pružnosti bola stanovená pri použití spojiva DoroCem RN 2, hoci jeho dávkovanie zodpovedalo najväčšiemu dávkovaniu cementu a nebolo pridávané asfaltové spojivo.
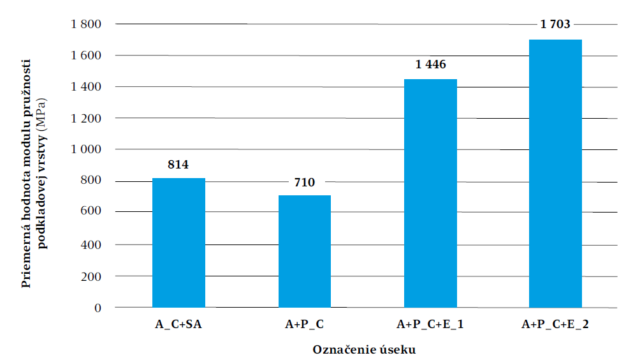
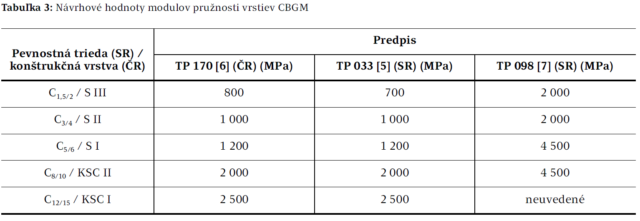
Z porovnania s návrhovými hodnotami hydraulicky stmelených podkladových vrstiev definovanými v [5], [6] a [7] (tabuľka 3) vyplýva, že priemerné hodnoty modulu pružnosti vrstiev zhotovených recykláciou na mieste za studena sú podľa slovenských aj českých predpisov na úrovní parametrov CBGM pevnostnej triedy C1,5/2 alebo C5/6.
Záver
Vyhodnotenie vrstvy zhotovenej recykláciou na mieste za studena na základe diagnostiky zhotovenej vozovky deflektometrom FWD naznačuje problematickosť takto zhotovenej vrstvy z hľadiska charakteristík používaných pri hodnotení únosnosti vozovky.
Hodnoty indexu BCI používaného na posudzovanie podkladových vrstiev vozoviek sa v rámci diagnostikovaných úsekov výrazne menia. Zo štatistického vyhodnotenia vyplýva, že variačný koeficient dosahuje hodnoty, ktoré sú nad alebo tesne pod hodnotou 0,3, ktorá je pri hodnotení homogenity parametrov vozoviek obvykle používaná ako limitné kritérium. Zmeny hodnôt indexu BCI v rámci hodnotených úsekov sú tak výrazné, že ich príčina s veľkou pravdepodobnosťou nie je vo variabilite hrúbky vrstvy zhotovenej recykláciou, ale je skôr výsledkom rozdielnej tuhosti zhotovenej vrstvy. V niektorých bodoch hodnoty indexu BCI podľa slovenského technického predpisu [4] nevyhovujú kritériu únosnosti pre hydraulicky stmelené vrstvy.
Priemerné moduly pružnosti vrstvy zhotovenej recykláciou stanovené metódou spätného výpočtu z priehybovej krivky nameranej deflektometrom FWD sú pri jednotlivých úsekoch rozdielne. Číselné hodnoty vytvárajú dve skupiny a možno usudzovať, že ich hodnoty súvisia s použitými druhmi spojív a ich dávkovaním. V zmysle kategorizácie podľa slovenských aj českých predpisov, skupina s nižšími modulmi pružnosti zodpovedá najnižšej kvalitatívnej triede hydraulicky stmelených vrstiev (C1,5/2 v SR, resp. S III v ČR). Moduly druhej skupiny možno priradiť k parametrom uvádzaným pre stmelené vrstvy pevnostnej triedy C5/6 (SR), resp. S I (ČR). Tu treba ale brať do úvahy, že moduly pružnosti zo spätného výpočtu boli stanovené pre novú vrstvu. Ak by sa uvažovalo s ich znižovaním vplyvom únavy, nie je rezerva medzi hodnotami novej vrstvy a návrhovými hodnotami modulu pružnosti.
Prvotné výsledky získané pri riešení projektu [3] sú cennými informáciami o potenciáli vrstiev zhotovených recykláciou na mieste za studena a môžu prispieť k prevádzkovej výkonnosti rehabilitovaných vozoviek. Tie môžu byť využité pri navrhovaní spôsobu zásahu do vozovky pri plánovaných opravách či rekonštrukciách.
Literatura:
[1] TP 286 Recyklace konstrukčních vrstev netuhých vozovek za studena. Technické podmínky. MD ČR, 2008.
[2] TP 046 Opätovné spracovanie vrstiev netuhých vozoviek za studena na mieste. Technické podmienky. MDPT SR, 2008.
[3] Boros, Z. a kol. REVELAP 2 – Mechanické parametre vrstvy zhotovenej technológiou recyklácie na mieste za studena.
Priebežná správa interného výskumného projektu STRABAG. 08/2022.
[4] TP 031 Meranie a hodnotenie únosnosti asfaltových vozoviek pomocou zariadenia FWD KUAB. Technické podmienky. MDPT SR, 2009.
[5] TP 033 Navrhovanie netuhých a polotuhých vozoviek. Technické podmienky. MDPT SR, 2008.
[6] TP 170 Navrhování vozovek pozemních komunikací. MD ČR, 2004.
[7] TP 098 Navrhovanie cementobetónových vozoviek na cestných komunikáciách. Technické podmienky. MDVRR SR, 2015.