
V roce 2015 byl realizován zkušební úsek s použitím vysokého podílu R-materiálu na části komunikace II/204 mezi obcemi Kaznějov a Mrtník. Technologie byla vyzkoušena u směsi typu asfaltový beton.Celkem bylo položeno 8 různých směsí do ložních a obrusných vrstev. U ložních vrstev bylo dávkováno 0 % až 60 % R-materiálu z hmotnosti asfaltové směsi. V obrusných vrstvách bylo dávkování R-materiálu 0 % až 50 %. Výsledky ze sledování zkušebního úseku napovídají, že pomocí použití oživovacích přísad lze dosáhnout požadovaného stupně oživení zestárlého pojiva.
Recyklace asfaltových směsí je technologie známá desítky let. K jejímu dřívějšímu rozvoji přispěla především ropná krize v průběhu 70. let 20. století, kdy se skokově zvýšila cena za barel ropy, která tvoří hlavní surovinu pro výrobu asfaltového pojiva. V dnešní době vede k rozvoji zejména snaha o snížení spotřeby přírodního kameniva a asfaltového pojiva, tedy snaha o udržitelný rozvoj silničního stavitelství [1, 2].
Kromě již zmíněných benefitů přináší ale tato technologie i větší nároky na zacházení s materiály na obalovně, které vyplývají z nutnosti zpracování znovuzískané asfaltové směsi a její úpravy na R-materiál. Další překážkou v použití vyššího množství R-materiálu jsou nároky na technologická vybavení obaloven, kdy pro dávkování vyšší než 25 % je obecně nutné mít obalovnu vybavenou bubnem s dvojitým pláštěm, paralelním bubnem nebo jinou vhodnou technologií [3]. V neposlední řadě je nutné věnovat zvýšenou pozornost nastavení okrajových podmínek výroby, a to především: míchacím časům, způsobům dávkování jednotlivých složek asfaltové směsi a způsobu oživení zestárlého pojiva obsaženého v R-materiálu. Správné nastavení okrajových podmínek výroby a přípravy R-materiálu jsou zásadní kroky, které významně ovlivňují trvanlivost asfaltových směsí [4, 5].
Protože investice do nového vybavení obaloven jsou vysoké a v některých zemích není používání R-materiálu v asfaltových směsích podporováno, zůstává míra recyklace asfaltových směsí nižší, než je z technologického pohledu možné. Rozvoj technologie je často zpomalen používáním zastaralých technických předpisů, které nedovolují používání R-materiálu, nedůvěrou investorů v nové technologie a postupy nebo obavou o výslednou kvalitu směsi, která souvisí především s dřívějšími negativními zkušenostmi [3].
Zkušenosti s používáním R-materiálu v asfaltových směsích
Historie a současnost používání R-materiálu v asfaltových směsích vyráběných za horka
Již ve zmiňovaných 70. a dále 80. letech 20. století bylo financováno několik výzkumných programů zaměřujících se na problematiku výroby směsí s R-materiálem, např. Federal Highway Administration (FHWA) Demonstration Project No. 39 [6]. V USA došlo také k provedení několika zkušebních úseků s použitím vysokého obsahu R-materiálu, většinou okolo 50 % až 70 %, podrobnější popis je možné nalézt například v odkazu [7]. Bohužel při výrobě těchto směsí nebyla věnována dostatečná pozornost zpracování znovuzískaných asfaltových směsí a často ani obalovny nebyly na přidávání takto vysokého množství technologicky uzpůsobeny. Z těchto důvodů plynuly také problémy, které nastaly během výroby, tj. u směsí kolísal obsah asfaltového pojiva, zrnitost směsí byla proměnlivá a často i výsledná tuhost směsí byla příliš vysoká. Mnohdy nedošlo ani ke splnění volumetrických parametrů, které byly kladeny na konvenční směsi. Následkem toho docházelo u takových směsí k předčasnému výskytu poruch a celkové degradaci. Tyto zkušební úseky musely být brzy sanovány použitím konvenčních asfaltových směsí. Souhra těchto okolností vedla k výraznému omezení použití vyššího podílu R-materiálu, kdy bylo maximální přidávané množství sníženo na 10 % až 25 % hmotnosti směsi v závislosti na státu, kde probíhala pokládka [8]. V některých státech přetrvává takto striktní omezení dodnes, přestože technologie výroby a zpracování materiálů se v posledních 40 letech významně posunuly. S rozvojem technologického vybavení obaloven byla umožněna výroba směsí s obsahem až 100 % R-materiálu, jejichž vlastnosti jsou srovnatelné se směsmi konvenčními [9]. Například New York City Department of Transportation (NYCDOT) umožnil ve svých předpisech používat pro městské komunikace ve státě New York směsi obsahující 100 % R-materiálu již v roce 2015. V Evropě se zdá být nejdále v tomto směru spolková země Hamburk (SRN), kde byly konstruovány zkušební úseky s obsahem R-materiálu až 90 % [10]. V následujícím výčtu je uveden stručný popis některých technologií umožňujících výrobu směsí s obsahem 100 % R-materiálu [11]:
• Ammann RAH 100/Benninghoven BA – sušicí dvoukomorový paralelní buben s nepřímým ohřevem. R-materiál je nahříván proudem horkého vzduchu. R-materiál opouští buben, aniž by byl v kontaktu s hořákem. Teplota R-materiálu může dosáhnout až 180 °C.
• RAP King (Astec) – sušicí buben, uvnitř jehož středu jsou umístěny vyhřívací trubky naplněné tepelným médiem. R-materiál není při procházení bubnem ve styku s horkým vzduchem.
• HERA (VolkerWessels) – speciálně navržený buben s nepřímým ohřevem R-materiálu. R-materiál prochází bubnem, zatímco je ohříván prostupem tepla z pláště bubnu, v kterém proudí topný plyn.
• HyRAP (Brooks Costruction Company) – systém s upraveným bubnem kontinuální obalovny, kdy jsou různé frakce R-materiálu dávkovány na 4 různých místech po délce bubnu. Jedná se o technologii přímého ohřevu.
Mezi další technologie patří například All-RAP process, Rapmaster nebo RATech používané v USA [11].
Většina těchto systémů je však finančně velmi náročná nebo jsou uzpůsobeny pro použití spolu se zařízením kontinuální obalovny, které nejsou v České republice (ČR) příliš rozšířené (pouze dvě obalovny z celkového počtu 103) [12]. Z toho důvodu se dá očekávat, že častěji bude přistoupeno k vybavení současných obaloven v ČR především paralelními bubny s přímým ohřevem (popřípadě s ohřevem nepřímým), které jsou kompatibilní se současným technologickým zázemím šaržových obaloven v ČR. Paralelní bubny s přímým ohřevem umožňují za ideálních podmínek svým uspořádáním dávkovat až 80 % R-materiálu [13].
Zahraniční zkušenosti s používáním R-materiálu v obrusných vrstvách
Obecně lze říci, že je v současnosti považováno množství převyšující 25 % R-materiálu v asfaltové směsi do obrusných vrstev za vysoké [14]. V několika studiích, realizovaných v USA, bylo prokázáno, že použití až 35 % R-materiálu do obrusných vrstev nezpůsobilo zhoršení funkčních vlastností směsí ve smyslu zvýšené tuhosti, únavy nebo odolnosti proti vodě, stejně tak nebyly zaznamenány problémy během pokládky [15, 16]. Naopak směsi ze zkušebního úseku s obsahem R-materiálu vykazovaly nezřídka lepší výsledky než směsi konvenční. Během výroby směsí s tímto vyšším obsahem R-materiálu došlo vždy k použití měkčího pojiva tak, aby byla kompenzována přílišná „tvrdost“ zestárlého pojiva v R-materiálu. Na druhou stranu bylo prokázáno, že pokud nejsou vlastnosti R-materiálu kontrolovány, nedochází k jeho homogenizaci a během návrhu směsi není počítáno s přítomností zestárlého pojiva nebo nedojde k jeho dostatečnému promíchání s pojivem novým, může dojít k dřívějšímu výskytu poruch, např. vzniku nízkoteplotních trhlin i při teplotách nad 0 °C [5] nebo zvýšení tuhosti směsi o 25–60 % [17].
Na některých zkušebních úsecích v USA již byla použita také směs pro obrusné vrstvy obsahující 100 % R-materiálu. V těchto případech nebylo možné použít měkčí pojivo za účelem kompenzace přítomnosti zestárlého pojiva, ale místo toho byla vždy použita oživovací přísada. Například poznatky z jednoho z prvních zkušebních úseků se 100% recyklovanou asfaltovou směsí v obrusné vrstvě jsou ze státu New York z roku 2002. Pro výrobu směsi byla použita upravená kontinuální obalovna (NYCDOT 100% Recycle Pilot Plant, kontinuální obalovna), během výroby byla dávkována oživovací přísada Renoil, a to při výstupu R-materiálu z bubnu. K promíchání oživovací přísady a R-materiálu došlo během přepravy materiálu z bubnu do skladovacího sila. R-materiál byl během výroby nahříván na teplotu 150 °C. Tuhost 100% recyklované směsi byla nižší než u směsi kontrolní a nízkoteplotní vlastnosti byly srovnatelné s kontrolní směsí. Nedávno došlo k výstavbě dalšího zkušebního úseku ve státě Indiana USA, kde byla v roce 2013 pro výrobu 100% recyklované směsi využita technologie HyRAP. R-materiál byl dávkován na několika místech do speciálně modifikovaného bubnu kontinuální obalovny. Při kontrolních zkouškách byly zaznamenány velmi podobné parametry asfaltového pojiva i volumetrické vlastnosti kontrolní a kontrolované 100% recyklované směsi. Během výroby došlo k použití blíže nespecifikované oživovací přísady [18].
V Evropě (v Hamburku) došlo k realizaci zkušebního úseku s vysokým obsahem R-materiálu v obrusných vrstvách v roce 2010. Název projektu je „Pollhornweg trial“. Navržená směs byla typu ACO 11 s 91 % R-materiálu. Během výroby byla použita technologie firmy Ammann RAH 100, přičemž R-materiál byl nahříván na 160 °C. Teplota směsi na stavbě pak byla 150 °C. Použitou oživovací přísadou byl Storbit. Vlastnosti směsi splňovaly podmínky stanovené spolkovou zemí Hamburk na směsi pro obrusné vrstvy typu asfaltový beton.
Z výše uvedeného výčtu pouze některých zahraničních zkušeností vyplývá, že technologie výroby asfaltových směsí s R-materiálem prodělala od svého vzniku řadu změn a technologických vylepšení, které dnes umožňují výrobu směsí, které svými parametry odpovídají směsím konvenčním, a to i v případě velmi vysokého obsahu R-materiálu.
Současný stav v ČR – technologické vybavení, legislativa a dosavadní zkušenosti
V ČR je v provozu celkem 103 obaloven, z nichž 72 umožňuje dávkování R-materiálu [12]. Většinou jsou obalovny uzpůsobeny pouze pro dávkování R-materiálu za studena, kdy je umožněno reálně dávkovat maximálně 25 % R-materiálu z hmotnosti asfal-
tové směsi (u obaloven vybavených variátorem pak až 35 %). Pouze 5 obaloven na území ČR je uzpůsobeno pro vyšší dávkování R-materiálu za horka. Celkem se jedná o čtyři šaržové obalovny doplněné paralelním sušicím bubnem a jednu kontinuální obalovnu typu drum-mix s dvojitým pláštěm.
Požadavky na parametry R-materiálu jsou uvedeny v normě ČSN EN 13108-8 Asfaltové směsi – Specifikace pro materiály – Část 8: R-materiál, kde je stanoveno, jaké vlastnosti se musí sledovat a deklarovat. Jedná se především o empirické zkoušky pojiv, zkoušky kameniva a sledování přítomnosti dehtu, a tím i zdraví škodlivých polycyklických aromatických uhlovodíků (PAU).
Maximální obsahy R-materiálu v asfaltových směsích typu asfaltový beton jsou stanoveny v národní příloze normy ČSN EN 13108-1 Asfaltové směsi – Specifikace pro materiály – Část 1: Asfaltový beton z roku 2008. V případě podkladních vrstev je maximální povolené množství stanoveno na 60 %, u ložních vrstev pak na 40 % a u obrusných vrstev až na 25 %. V současné době, probíhá revize této národní přílohy, přičemž jedním z cílů změn je i zvýšení maximálního povoleného množství R-materiálu. Navržené změny maximálního dávkovaného množství jsou uvedeny v tabulce 1.
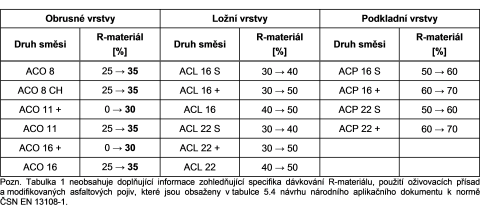
Maximální povolený obsah R-materiálu v asfaltových směsích
U směsí pro obrusné vrstvy bude možné dávkovat až 35 % R-materiálu v závislosti na typu směsi. Změny týkající se maximálního povoleného množství R-materiálu pro směsi typu AC budou uvedeny v příloze normy ČSN 73 6121 Stavba vozovek – Hutněné asfaltové vrstvy – Provádění a kontrola shody. Tyto hodnoty jsou navrženy s ohledem na zkušenosti ostatních států z Evropské unie, které jsou zapojeny v CEN (Evropský výbor pro normalizaci), např. Německo, Nizozemsko nebo Rakousko. V těchto zemích je umožněno použití vyššího množství R-materiálu do obrusných vrstev, pokud R-materiál splňuje požadavky EN 13108-8, popřípadě požadavky na homogenitu (Německo, Nizozemsko), a pokud vyrobené směsi splňují požadavky kladené na směsi konvenční. V případě použití modifikovaných pojiv ve směsích s R-materiálem musí podstoupit směsné pojivo (pojivo z R-materiálu + nové PMB pojivo) zkoušku vratné duktility a splnit požadavky, které jsou kladeny na danou kategorii modifikovaného pojiva (Rakousko).
V tabulce 2 je uveden výčet některých zkušebních úseků v ČR, kde byly provedeny experimentální návrhy asfaltových směsí pro obrusné vrstvy nebo návrhy souvrství s vysokým obsahem R-materiálu. Jednalo se především o směsi typu asfaltový beton, v jednom případě pak i o směs typu asfaltový koberec mastixový. Asfaltové směsi v obrusných vrstvách zkušebních úseků obsahují až 50 % R-materiálu. Důvodem výstavby těchto zkušebních úseků je především ověření možnosti návrhu, výroby a chování asfaltových směsí s vysokým obsahem R-materiálu v praxi v klimatickém pásmu ČR. Mezi další dílčí úkoly patří ověření funkčnosti nízkoteplotních a oživovacích přísad, sledování dlouhodobého vývoje vlastnosti pojiv v těchto směsích a posouzení, zda nedojde k dřívějšímu výskytu poruch u směsí s R-materiálem.
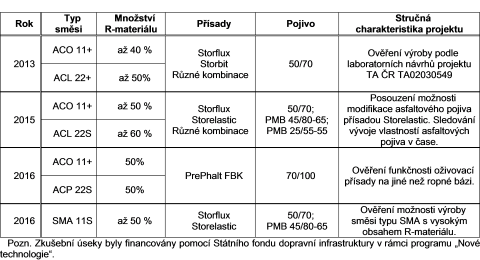
Výčet a stručný popis některých zkušebních úseků na území ČR
Interakce mezi oživovací přísadou a zestárlým pojivem
Jedním ze zásadních kroků během výroby směsí s R-materiálem v šaržové obalovně je proces míchání v míchačce obalovny. Během míchání by mělo dojít k maximální možné homogenizaci zestárlého a nově přidávaného asfaltového pojiva, popřípadě oživovací přísady. Míra promíchání (degree of blending) je definována jako procento zestárlého pojiva, které efektivně přispívá, spolu s novým pojivem, ke spojení zrn kameniva. Míra promíchání závisí na obsahu pojiva ve směsi, vlastnostech zestárlého pojiva a na zrnitosti směsi. Míra promíchání je přitom přímo úměrná času a teplotě R-materiálu, jak je vidět na obrázku 1. Je proto důležité věnovat zvýšenou pozornost nestavení doby míchání u směsí s obsahem R-materiálu, která by měla být v každém případě delší než v případě konvenčních směsí, dále teplotám R-materiálu a kameniva, ale i způsobu dávkování oživovacích přísad, který je závislý na povaze oživovací přísady, tj. jejího složení.
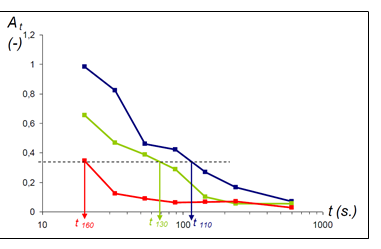
Rychlost zhomogenizování směsi (eliminace shluků R-materiálu) v závislosti na teplotě a čase míchání (indikátor At vyjadřuje míru přítomnosti shluků R-materiálu) [24]
Proces míchání a interakce zejména mezi oživovací přísadou a zestárlým pojivem v R-materiálu je kontinuální proces, který nemusí být ukončen nutně během výroby asfaltové směsi. Ke vzájemnému ovlivňování mezi složkami směsi dochází do té doby, než je dosaženo rovnovážného stavu. V příspěvku jsou podrobně popsány jednotlivé stavy směsi, které mohou po výrobě směsi s R-materiálem nastat. Jedná se o výrobu homogenní směsi až po stav, kdy vlastnosti pojiva ve směsi kolísají vlivem nedokonalé výroby, která může být zapříčiněna například nehomogenitou R-materiálu nebo příliš krátkým časem míchání. Při špatně zvolených okrajových podmínkách výroby nebude nikdy dosaženo rovnovážného stavu. Z těchto důvodů je oprávněné považovat kompatibilitu a interakci mezi složkami pojiva, potažmo směsi, za jedny z klíčových vlastností, které rozhodují o trvanlivosti a náchylnosti směsi ke vzniku poruch.
Většina současných předpisů zabývajících se návrhem a požadavky na asfaltové směsi, např. americká AASHTO M 323 Standard Specification for Superpave Volumetric Mix Design nebo i evropská EN 12697-35 Asfaltové směsi – Zkušební metody pro asfaltové směsi za horka – Část 35: Laboratorní výroba směsi, popř. EN 13108-1, vycházejí z předpokladu, že vždy dojde k úplnému promíchání mezi zestárlým a novým pojivem. Vliv doby míchání a teploty na vlastnosti R-materiálu a vlastnosti výsledné směsi je popsán například v [19], a to jak v podmínkách laboratorních, tak i v podmínkách na obalovně. V některých případech bylo prokázáno, například metodou postupné extrakce, že ne vždy je úplného promíchání dosaženo.
Cíle příspěvku
Cílem příspěvku je prezentace výsledků zkoušek asfaltových pojiv z jednoho ze zkušebních úseků, který je uveden ve výčtu v tabulce 2. Konkrétně se jedná o zkušební úsek z roku 2015. Tento projekt je zaměřen na porovnání vlastností směsí s odstupňovaným obsahem R-materiálu a sledování vývoje vlastností asfaltového pojiva. Do srovnání jsou zařazeny směsi typu asfaltový beton pro obrusné a ložní vrstvy. Během výroby asfaltových směsí byla použita modifikační a oživovací přísada Storelastic, v některých případech i oživovací přísada Storflux.
Popis zkušebního úseku
Zkušební úsek se nachází v Plzeňském kraji. Jedná se o část komunikace II/204 mezi obcemi Kaznějov a Mrtník. Celková délka zkušebního úseku je 2,765 km. Úsek je rozdělen celkem na 4 podúseky. Intenzita dopravy na úseku je 1 306 vozidel/den s následujícím složením: 466 těžká motorová vozidla, 823 osobní a dodávková vozidla a 17 jednostopá motorová vozidla (údaje ze sčítání dopravy za rok 2010).
Použité materiály
Pojiva
Ve směsích pro obrusnou vrstvu (označení 1.1, 2.1 a 3.1) i ložní vrstvu (označení 1.2, 2.2 a 3.2) byl použit silniční asfalt kategorie 50/70, který svými vlastnostmi splňuje podmínky ČSN EN 12591 Asfalty a asfaltová pojiva – Specifikace pro silniční asfalty. Dále byl použit polymerem modifikovaný asfalt PMB 45/80–55 pro obrusnou vrstvu (4.1) a polymerem modifikovaný asfalt PMB 25/55–55 pro ložní vrstvu (4.2), oba asfalty odpovídají podmínkám stanoveným v ČSN EN 14023 Asfalty a asfaltová pojiva – Specifikace pro polymerem modifikované asfalty. Označení a popis jednotlivých směsí je uveden v tabulce 3.
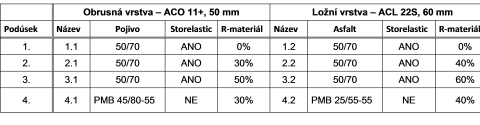
Popis jednotlivých směsí na zkušebním úseku komunikace II/204
Oživovací přísady
Přísada použitá v asfaltových směsích se silničním asfaltem se dodává pod obchodním názvem Storelastic. Výrobek má charakter modifikátoru, konkrétně se jedná o pryžový granulát s maximální velikostí granulí < 1 mm. Kromě vlastního granulátu obsahuje produkt i rejuvenátor Storflux. Právě tato kombinace jednotlivých komponent má zajistit, aby zestárlé pojivo obsažené v R-materiálu bylo během výroby oživeno a nově přidávané pojivo i pojivo v R-materiálu modifikováno. Dávkování přísady se provádí v množství 13 % z hmotnosti asfaltového pojiva ve směsi podle doporučení výrobce.
R-materiál
Během výroby asfaltových směsí byly použity dvě frakce R-materiálu. Do obrusných vrstev byla dávkována frakce RA 0/11 a u vrstev ložných RA 0/22. V obou případech se jednalo o směsný R-materiál, který byl před výrobou homogenizován a roztříděn na příslušné frakce pomocí mobilního granulátoru firmy Benninghoven. Granulátor je navržen tak, aby při zpracování R-materiálu nedocházelo k nadměrné produkci jemných částic.
Asfaltové směsi
Během výroby byl R-materiál předehříván na 130 °C v paralelním bubnu obalovny Benninghoven. Výrobní teplota jednotlivých směsí byla 170 °C v případě směsí se silničním asfaltem a 180 °C pro směsi s polymerem modifikovaným asfaltem.
Získávání zkušebních vzorků
První sada směsí byla odebrána na obalovně během výroby. Následně došlo k odvrtání jádrových vývrtů na zkušebním úseku po uplynutí 6 měsíců od data pokládky. Na obrázku 2 vlevo je vidět podúsek 4, odběr vývrtů je znázorněn uprostřed a vpravo jsou zobrazeny vývrty z jednotlivých sekcí. Celkem bylo odebráno 5 vývrtů ø 100 mm z každé sekce, následně byly odděleny jednotlivé vrstvy v příslušné tloušťce a materiál z každé individuální směsi (vrstvy) byl extrahován a následně destilován. Na obrázku 2 vpravo je uvedeno označení obrusné vrstvy, pod kterou je vždy korespondující ložní vrstva, tzn. například, že z vývrtu s označením 1.1 – 3 byla zároveň získána směs korespondující ložní vrstvy 1.2 – 3. Číslo 3 značí pořadí vývrtu z celkového počtu 5 vývrtů odebraných z každého podúseku.

Zkušební podúsek 4 (vlevo), odběr jádrových vývrtů (uprostřed) a vývrty z podúseků 1 až 4 (vpravo)
Použité zkušební metody
Za účelem získání asfaltového pojiva z odebrané asfaltové směsi a jádrových vývrtů byla použita metoda extrakce dle normy ČSN EN 12697-1 Asfaltové směsi – Zkušební metody pro asfaltové směsi za horka – Část 1: Obsah rozpustného pojiva, následně bylo pojivo destilováno v rotačním vakuovém destilačním zařízení dle ČSN EN 12697-3 Asfaltové směsi – Zkušební metody pro asfaltové směsi za horka – Část 3: Znovuzískání extrahovaného pojiva – Rotační vakuové destilační zařízení. Použité rozpouštědlo byl trichloretylen. Pro popis změny vlastností asfaltového pojiva byly použity empirické zkoušky asfaltových pojiv: zkouška penetrace jehlou dle ČSN EN 1426 Asfalty a asfaltová pojiva – Stanovení penetrace jehlou a zkouška bodu měknutí dle ČSN EN 1427 Asfalty a asfaltová pojiva – Stanovení bodu měknutí – Metoda kroužek a kulička. Na směsích byly rovněž provedeny kontrolní zkoušky.
Výsledky
V této kapitole jsou uvedeny výsledky kontrolních zkoušek jednotlivých směsí po výrobě a dále jsou zobrazeny výsledky empirických zkoušek asfaltových pojiv po výrobě a po uplynutí 6 měsíců od data výroby.
Kontrolní zkoušky
Na jednotlivých směsích odebraných z obalovny po výrobě byly za účelem kontroly vlivu obsahu R-materiálu provedeny zkoušky obsahu zbytkového rozpustného pojiva a sítové rozbory. Výsledky zkoušky obsahu pojiva a propady na kontrolních sítech jsou vidět v tabulce 4.
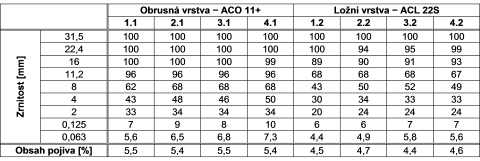
Výsledky kontrolních zkoušek asfaltových směsí
Při porovnání jednotlivých směsí je vidět, že přítomnost R-materiálu neovlivnila negativně výsledný zbytkový obsah pojiva. Celkový rozsah hodnot obsahu pojiva pro obrusnou vrstvu byl v rozmezí 5,4 % až 5,5 %. U ložních vrstev byl rozsah hodnot obsahu pojiva 4,4 % až 4,7 %. Výsledky napovídají, že byla provedena dostatečná homogenizace směsného R-materiálu.
Výsledky empirických zkoušek
Na obrázku 3 jsou zaznamenány výsledky zkoušky penetrace jehlou, na obrázku 4 jsou zobrazeny výsledky zkoušky bodu měknutí po výrobě a po uplynutí 6 měsíců od data pokládky.
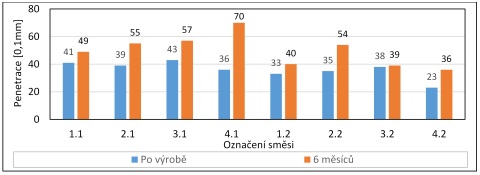
Výsledky zkoušky penetrace jehlou po výrobě a po 6 měsících
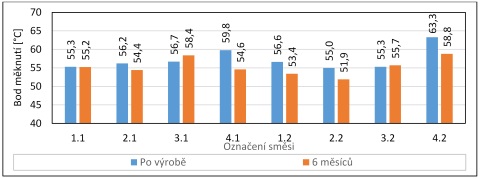
Výsledky zkoušky bodu měknutí po výrobě a po 6 měsících
Z výsledků zkoušek je patrné, že po výrobě bylo dosaženo poměrně malého rozptylu hodnot penetrace u směsí se silničními asfalty. V případě obrusných vrstev dosahovaly hodnoty penetrace 39 až 43 penetračních jednotek, v případě vrstev ložních pak 33 až 38 jednotek. Je vidět, že účinek oživovací přísady se projevil již během výroby asfaltových směsí.
Po uplynutí 6 měsíců od data pokládky došlo k nárůstu hodnoty penetrace. Tento nárůst byl zaznamenán u všech směsí pro obrusné i ložní vrstvy, včetně směsí s polymerem modifikovaným asfaltem (4.1 a 4.2). V případě směsí v obrusné vrstvě se zvýšila hodnota penetrace o 20 % (směs 1.1) až o 94 % (směs 4.1). V případě ložní vrstvy došlo ke zvýšení o 3 % (směs 3.2) až o 57 % (směs 4.2). Největší rozdíly jsou tedy pozorovatelné u směsí obsahujících modifikované pojivo a R-materiál, což může být způsobeno odlišnou reakcí mezi polymerem modifikovaným pojivem a oživovací přísadou. Oživovací přísada Storelastic nebyla do těchto směsí s modifikovaným asfaltem dávkována.
Vývoj hodnot penetrace je tak v rozporu s obecně známým faktem, který říká, že pojivo se během své životnosti vlivem stárnutí stává viskóznější a tužší. Tato změna je způsobena například vlivem oxidace nebo ztrátou volatilních komponent pojiva. Pojiva na všech sledovaných úsecích se naopak stala měkčími. Změkčení pojiv nastalo jak v obrusné, tak i ve vrstvě ložní. Změna tuhosti pojiva bude pravděpodobně způsobena přítomností oživovacích přísad, které působí na zestárlé pojivo obsažené v R-materiálu i po výrobě asfaltové směsi. Během výroby nedojde k úplné difuzi (promíchání) oživovací přísady do zestárlého pojiva a pojivo vyextrahované po výrobě směsi vykazuje tím pádem nižší penetraci než po uplynutí doby 6 měsíců. Z těchto informací je možno usuzovat, že i po výrobě dochází k ovlivnění vlastností zestárlého pojiva přítomnou oživovací přísadou. Došlo tak k potvrzení informací z kapitoly 2.
Hodnoty bodu měknutí po výrobě u směsí se silničním asfaltem se pohybovaly v rozmezí 56 ± 1°C bez výrazných korelací na přítomnost R-materiálu. Po 6 měsících došlo u směsí ke snížení bodu měknutí s výjimkou směsí 1.1 a 3.2, kde nedošlo prakticky k žádné změně. Snížení bodu měknutí se pohybovalo v rozmezí 0,1 °C (1.1) až 5,2 °C (4.1), což odpovídá snížení o 0,2 %
až 8,7 %. Nestandardně, vzhledem k ostatním výsledkům, se chovalo pojivo ze směsi 3.1, kde po 6 měsících došlo ke zvýšení bodu měknutí. Nejmarkantnější změna se znovu projevila u směsí s obsahem modifikovaných pojiv, kde došlo ke snížení bodu měknutí o 5,2 °C (4.1) a o 4,5 °C (4.2).
Závěr
Příspěvek si kladl za cíl seznámit čtenáře s výsledky sledování vývoje vlastností asfaltových pojiv na zkušebním úseku v ČR s vysokým obsahem R-materiálu. Dále byly představeny zahraniční zkušenosti s používáním R-materiálu v obrusných vrstvách, představení technologií, které umožňují vysoké dávkování R-materiálu a blíže nastíněna problematika interakce zestárlého pojiva z R-materiálu s pojivem nově přidávaným.
Cílem provedených zkoušek bylo porovnání vlastností vyextrahovaného asfaltového pojiva po výrobě a po uplynutí 6 měsíců od pokládky. Celkem byly provedeny a vyhodnoceny zkoušky pojiv získaných z 8 různých směsí typu asfaltový beton. Pro porovnání vývoje vlastností pojiva byly použity empirické zkoušky pojiv penetrace jehlou a bod měknutí.
• Zkouškou penetrace jehlou bylo zjištěno, že u všech pojiv z obrusných i ložních vrstev došlo ke zvýšení penetrace po
6 měsících od pokládky a to o 3 % až 94 %. Nejmarkantnější změny bylo možno pozorovat u směsí s modifikovaným pojivem. Zároveň došlo po 6 měsících u pojiv ke snížení bodu měknutí.
• Při extrakci pojiva u směsí obsahujících Storelastic došlo k odstranění granulátu z pojiva. Granulát zůstal na sítě s nominální velikosti 0,063 mm. Proto srovnání vlastností pojiv s přísadou Storelastic po extrakci nemusí úplně odpovídat skutečnému stavu a chování takovýchto pojiv ve vozovce. Není tak možné porovnat chování polymerem modifikovaných pojiv s pojivem modifikovaným Storelasticem, pokud bude takové pojivo extrahováno.
• Dá se přepokládat, že oživovací přísady reagují jinak s modifikovanými pojivy a jinak se silničním asfaltem. Z toho důvodu by měla být věnována této problematice větší pozornost.
Doc. Dr. Ing. Michal Varaus, Vysoké učení technické v Brně, Fakulta stavební
Ing. Tomáš Koudelka, Vysoké učení technické v Brně, Fakulta stavební
Poděkování:
Článek byl vytvořen v rámci řešení projektu č. LO1408 „AdMaS UP – Pokročilé stavební materiály, konstrukce a technologie“ podporovaného Ministerstvem školství, mládeže a tělovýchovy v rámci účelové podpory programu „Národní program udržitelnosti I“.
Literatura
[1] Nielsen E., State of the Art – Recycling Polymer Modified Asphalt, RECYPMA, Deliverable No 2.1 and 2.2, 43 s. 2012
[2] Newcomb E. D., Brown E. R., Epps A. J., Designing HMA Mixtures with High RAP Content. A Practical Guide. Quality Improvement Series 124. National Asphalt PavementAssociation, 41 s. 2007
[3] Zaumanis M., Mallick B. R., Frank R., 100% Hot Mix Asphalt Recycling: Challenges and Benefits, Transporatation Reserach Arena, 10 s. 2016
[4] Copeland A., Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice, Federal Highway Administration, FHWA-HRT-11-021 report, 60 s. 2011
[5] Presti L. D., Carrión A. J. B., Airey G., Hajj E., Towards 100% Recycling of Reclaimed Asphalt in Road Surface Courses: Binder Design Methodology and Case Studies, Journal of Cleaner Production 131, 9 s. 2016
[6] Zywiak S. J. Demonstration Project No. 39. Recycling Asphalt Pavements. Federal Highway Administration, New Hampshire, 1982
[7] Hellriegel J. E., Bituminous Concrete Pavement Recycling, New Jersey Department of Transportation, DOT-FH-15-267, 68 s. 1980
[8] Howard L. I., Coolez L. A., Doyle D. J., Laboratorz Testing and Economic Analysis of High RAP Warm Mixed asphalt, Mississippi Department of Transportation, FHWA/MS-DOT-RD-09-200, 113 s. 2009
[9] Mallick B. R., O’Sullivan A. K., Mingjiang T., Frank R., Why not Use Rejuvenator for 100% Recycling, Transportation Research Board 89th Annula Meeting, 2010
[10] Woolf M., Recycled Asphalt Innovations Prove Cost Benefit, World Highways, 2012
[11] Zaumanis M., Mallick B R., Frank R., 100% Recycled Hot Mix Asphalt: A Review and Analysis, Resources, Conservation and Recycling 92, 15 s, 2014
[12] Asphalt in Figures, European Asphalt Pavement Association, Brussel, 2016
[13] Stationary asphalt mixing plants Type BA / RPP, Final Prospect, Benninghoven, 2016
[14] Lee J., Denneman E., Chol Y., Maximizing the Re-use of Reclaimed Asphalt Pavement – Outcomes of YearTwo: RAP Mix design, Austroads Technical report AP-T286-16, 67 s, 2015
[15] Maupin G. W., Diefenderfer S. D., Gillespie J. S., Evaluation of Using Higher Percentages of Recycled Asphalt Pavement in Asphalt Mixes in Virginia, Virginia Transporatation Research Council, Final Report VTRC 08-R22, 31 s, 2008
[16] Zhou F., Hu S., Das G., Scullion T., High RAP Mixes Design Methodology with Balanced Performance, Texas department of Transporatation, FHWA A/TX-11/0-6092-2, 46 s, 2011
[17] West R., Willis J. R., Marasteanu M., Improved Mix Design, Evaluation, and Materials Management Practices for Hot Mix Asphalt with Reclaimed Asphalt Pavement Content, Transporatation Research Board, NCHRP report 752, 162 s, 2013
[18] Rowe G., Evaluation of 100 % RAP Recycling Project in Fort Wayne, Indiana, 8thRILEM International Symposium on Testing and Characterization of Sustainable and Innovative Bituminous Materials, 12 s, 2016
[19] Droudaine I., Navaro J., Bruneau D., Pouteau B., Colin J., Dony A., RAP Binder in Reclaimed Asphalt Concrete Through Mixing Conditions: Observation, Measurement and Mechanical Consideration of the Blending, 5thEuroasphalt & Eurobitumene Congress, Istanbul, 12 s, 2012